
CE Certification Hydronic Underfloor Heating Mixing System Manufacturer in China
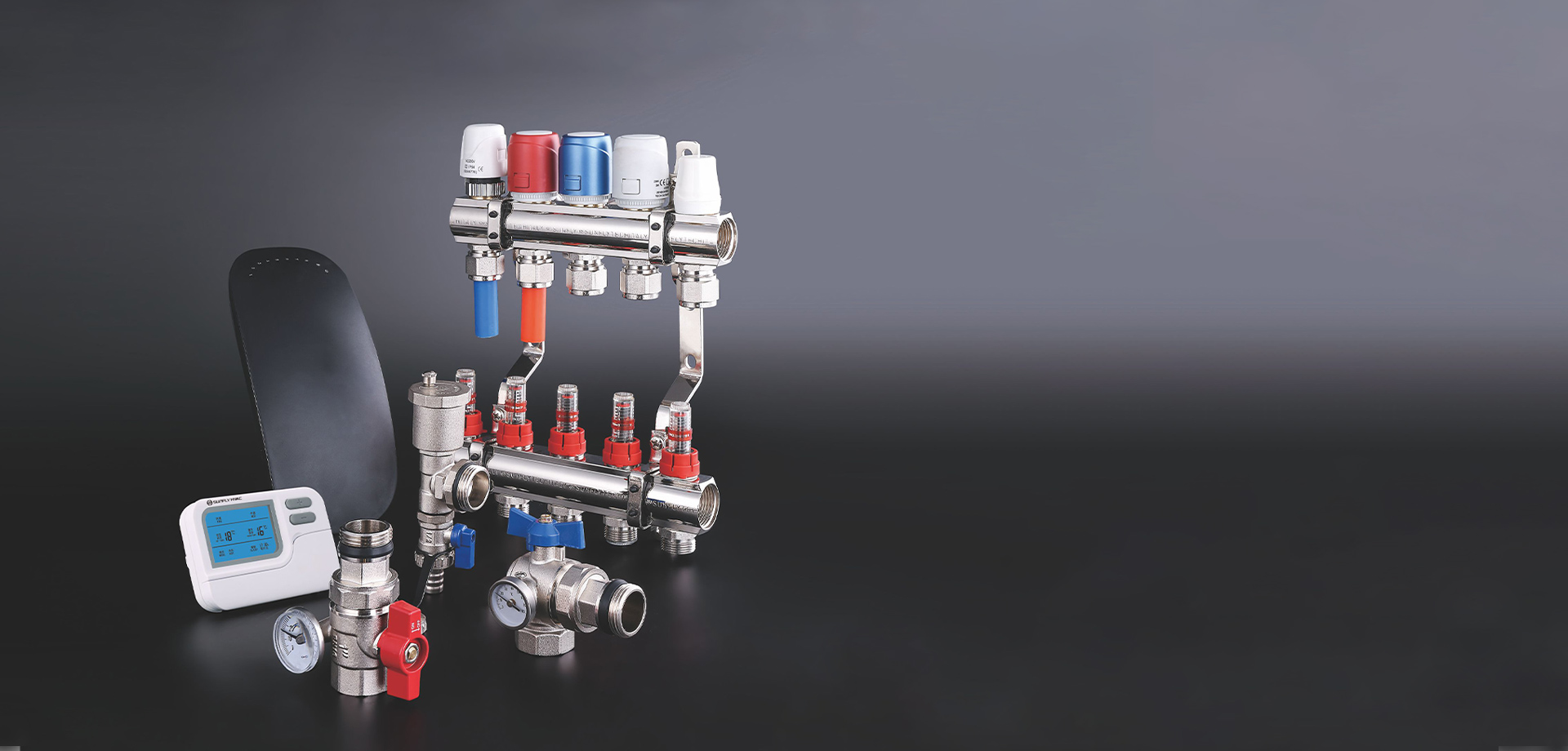
I’m excited to share with you our CE Certification Hydronic Underfloor Heating Mixing System, designed specifically for superior temperature control and energy efficiency. This system is perfect for commercial and residential projects, providing a cozy environment while saving on energy costs. Manufactured in China, we ensure that each component meets stringent quality standards, giving you peace of mind about your purchase. Our mixing system seamlessly blends high and low-temperature water, ensuring optimal heating performance. With easy installation and reliable operation, it’s an ideal choice for anyone looking to upgrade their heating solutions. We take pride in our innovative engineering, which translates to long-lasting durability and performance you can trust. Whether you're a contractor or a supplier, partnering with us means access to top-notch products at competitive prices. Let’s work together to create comfortable and efficient spaces for your customers!






CE Certification Hydronic Underfloor Heating Mixing System Is The Best Winning in 2025
The CE Certification Hydronic Underfloor Heating Mixing System is poised to be a game changer in the heating industry as we head into 2025. This innovative system offers a seamless way to enhance energy efficiency and comfort in residential and commercial buildings. By utilizing advanced mixing technology, it ensures that the water temperature is perfectly regulated, reducing energy waste while maintaining an optimal indoor climate. This is particularly appealing for global purchasers looking for sustainable solutions that not only meet regulatory standards but also maximize performance. As the demand for environmentally friendly heating solutions rises, the hydronic underfloor heating mixing system stands out due to its adaptability and ease of installation. With its user-friendly design and compatibility with various boiler types, it simplifies the transition to more efficient heating methods. The system's design also allows for significant space savings, making it ideal for modern architectural trends that favor open and flexible living spaces. Investing in this cutting-edge technology not only signifies a commitment to energy efficiency but also positions businesses at the forefront of a competitive market. As more industries recognize the importance of sustainability, adopting CE-certified systems like this one will prove essential for those aiming to succeed in an increasingly eco-conscious global economy.
CE Certification Hydronic Underfloor Heating Mixing System Is The Best Winning in 2025
| Feature | Description | Benefit |
|---|---|---|
| Energy Efficiency | Utilizes low-temperature water for heating | Reduces energy costs and carbon footprint |
| User-Friendly Controls | Integrated smart temperature controls | Enhances comfort and convenience |
| Durability | Manufactured using high-quality materials | Long service life with minimal maintenance |
| Versatility | Compatible with various heating sources | Flexibility in installation for different applications |
| Safety Features | Built-in safety mechanisms to prevent overheating | Increased safety for users |
Related Products






CE Certification Hydronic Underfloor Heating Mixing System Pioneers in the Field Outperforms the Competition
Top Selling Products






- Related Blog
- Reviews
